Theory of Corona Treatment
The surface tension of plastic films is not sufficiently high to permit good adhesion of print ink with plastic film . In case of lamination , it prevents better bonding between two or more materials. Hence, for better quality of printing, lamination and coating processes , surface tension of the plastic films should be increased. The Corona Treatment method is widely used nowadays to increase the surface tension of the films.
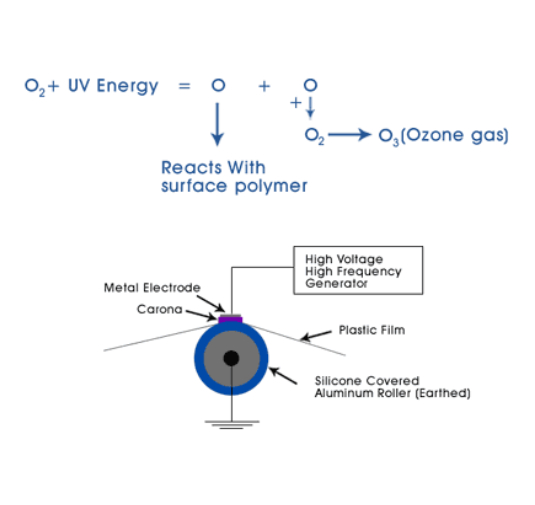
The Corona Treatment of plastic film is done by passing the film through the corona discharge created between electrode and dielectric covered ( ususally Silicone Rubber Sleeve) earthed roller as shown in Fig. 1. The air gap between electrode & roller is 2-3 mm. The electrode is connected to electrical supply having high voltage & high frequency. As film passes through the corona discharge, molecules of surface gets oxidises which has more surface tension. The corona discharge between electrode and roller is visible by violet color flame bet'n them.
TREATMENT TERMS
- Specific energy : This measurement identifies the corona dose to which a film is subjected. Included in it are the working speed, width and applied power.
- Power density : This specifies the power per cm of discharge line. This information is important in order to assess the saturation effect of the discharge and, in my opinion, as an assessment criterion concerning the degree of thermal shock applied to the foil by the corona.
- Corona Dose : The is the specific quantity of electrical energy applied to the web material. Using this parameter, it is possible to calculate the increase in the surface energy or to dimension a corona treatment system for a particular application.
- Power Density : This is the specific power applied to a 10mm length of an individual corona section. Using this parameter, the effectiveness of a discharge can be assessed or a treatment station can be correctly dimensioned for a specific treatment application
- Treatability :
- Not all film materials can be equally well treated. PP is very hard to treat and requires more treatment power. PE is less difficult to treat compared to PP. PVC and PET does not require treatment for printing as their initial surface tension is high.
- Unit of Surface Tension : Dynes/Cm.
- Generator Power :
- The required generator power is determined by the following
- Treat width x line speed x # of sides x the watt density required to increase the surface energy of the substrate to the desired level. The watt density is determined by the type of substrate and the amount of additives in the substrate. Having calculated the correct kilowatt rating, it is important to determine the correct discharge area (size and # of electrodes) in order to match the impedance of the system properly and not over stress the electrodes. Having a good match will optimize the efficiency of the discharge area or electrode
- It must be kept in mind that if you have a segmented electrode, it is most likely that not all segments will be engaged at the same time. This is done by moving certain sections of the electrode out of the treat position. This increases the amount of power available to the remaining electrodes which are still engaged for treatment.
- Segmented Electrode : There are a number of factors determining the kind and style of electrode that would best suit an application. In the Blown/Cast Film industry, a typical application requires the material be strip or lane treated. In this case a segmented electrode would be best on a covered roll treater, which means the base roll would have an insulated covering such as silicone sleeve, vulcanized or ceramic dielectric. Segmented electrodes constructed of stainless steel or aluminum are widely used
How To Check Corona Treatment
1. For Plastic Film
Qualitative Method
This is the simple and widely used method to check the treatment on the film. This method only gives indication of good or weak treatment but it doesn’t give any figure of dynes level achieved. In this method, small piece of treated film is taken and thin layer of printing ink is applied across the film. Allow time to dry the ink. Stick cellotape over the ink area firmly and then peel it off in one stroke. Observe for any ink sticking on the cellotape and treatment can be classified as follows
- Good Treatment : If peeled out ink is not more than 5 % of ink area over which cellotape is applied.
- Weak Treatment : If peeled out ink is between 5% and 30% of ink over which cellotape is applied.
- Poor Treatment : If peeled out ink is more than 30% of ink over which cellotape is applied.
Quantative Method
This method gives figure of treatment level in terms of dynes/cms. In this method solution is prepared by mixing Ethyl Cellosolve and Formamide by volume percentage as shown in table 1. The victoria blue dye (in powder form) is added to make the solution visible on the surface of the plastic film. To start with take a solution of 45 Dynes/cm. Take a cotton bud and dip it in the solution . Apply it over the plastic film whose treatment level is to be checked. If solution film breaks down into droplets within two seconds , then go for lower dynes solution. The correct dyne will be the solution for which solution film does breakdown into droplets in two seconds.
| Formamide volume (%) | Ethyl cellosolve (%) | Wetting tension : (Dynes/cm) |
|---|---|---|
| 54.0 | 46.0 | 38 |
| 59.0 | 41.0 | 39 |
| 63.5 | 36.5 | 40 |
| 67.5 | 32.5 | 41 |
| 71.5 | 28.5 | 42 |
| 74.7 | 25.3 | 43 |
| 78.0 | 22.0 | 44 |
| 80.3 | 19.7 | 45 |
| 83.0 | 17.0 | 46 |
| 87.0 | 13.0 | 48 |
| 90.7 | 9.3 | 50 |
| 93.7 | 6.3 | 52 |
| 96.5 | 3.5 | 54 |
| 99.0 | 1.0 | 56 |
2. Paper
There is no method to check treatment on paper. Corona Treatment of paper burns fine tissues on paper surface which may hinder to LD Extrusion/Coating on paper.
3. Conductive Film. Al. Foil
Basically corona treatment cleans and activates the surface of conductive film by nothing but Atmospheric Plasma Cleaning.
Corona Treatment v/s. Time
Surface Tension (i.e Level of Treatment ) gradually reduces with time. This is due to intermigration of polymers at Surface of the film. As time passes treated polymer molecules goes inside the film and untreated polymer molecules comes to the surface. The rate of decay of treatment level depends upon initial treatment level. i.e 48 dynes/cm comes to 44 dynes/cm within 2 days while it takes 15 days from 44 dynes/cm to 40 dynes/cm.
Static Electricity & Problems
Static Electricity
Denoting or pertaining to electricity at rest. How simple and inadequate this definition is of a phenomenon that creates problems which cost industry millions of dollars per year
Static electricity is generated by unbalancing the molecular construction of relatively non-conductive insulators such as plastics and paper. All matter is composed of atoms. A balanced atom contains positive charges that are present in the nucleus of the atom. An equal amount of negative charges orbits this nucleus in the form of electrons. Both charges are equal and, therefore, the overall charge of a balanced atom is zero. However, should this configuration be disturbed and several electrons removed from this atom, we end up with a greater positive charge in the nucleus and a deficiency of electrons, which gives you an overall charge in the positive direction. Conversely, should we add a few extra electrons, we have an overall charge of negative, due to the fact that we now have an excess of electrons and the net charge is now in the negative direction.
Static Electricity Problems?
Static Electricity can be defined as an electrical charge on a material due to a surplus or deficit of electrons. The problems caused by static electricity break down into five main areas
Production problems and slow downs
A static charge generates an electrical field which acts like a magnet-repelling similar charges and attracting opposite or neutral charges. This accounts for the attraction between charged materials and machine frames or rollers causing machine jams. In many cases the machine operator will be forced to run at slow speeds to avoid the problems caused by static
Dust Attraction
Many products, such as plastic molding materials and film, develop high static charges on their surfaces. This high charged surface will attract airborne dust, sometimes from over 3 feet away, and hold it tightly to the surface. Subsequent operations (such as molding, printing or laminating) and their end products can be seriously affected by such difficult-to-remove contamination.
Shocks To Personnel
When handling highly-charged materials, people receive unpleasant shocks either directly from material, or indirectly. An example of indirect shock is when a person slides out of an automobile seat and then touches the door handle.
FIRES AND EXPLOSIONS
Static is usually found on non-conductive materials where high resistivity prevents the movement of the charge. There are at least two situations where the static charge can move quickly and be dangerous in a combustible atmosphere. The first is where a grounded object intensifies the static field until it overcomes the dielectric strength of the air and allows current to flow in the form of a spark. The second case is where the charge is on a floating conductor such as an isolated metal plate. Here the charge is very mobile and will flash to a proximity ground at the first opportunity.
Damage And Interference In Electronic Components
Strong static fields and static discharges can cause interference with electronic equipment. However, even greater problems are caused by static electricity in the electronics manufacturing industry. E.O.S . (Electrical Overstress) and E.S.D. (Electro-static Discharge) have become areas of vital concern in controlling the quality of static sensitive MOS and FET devices where it is believed that 50 volts or less can cause component failure
Copyright © 2023 Electro Tech Inc. All Rights Reserved. Design By : ![]() Ads Media Solutions.
Ads Media Solutions.